
全國咨詢熱線
全國咨詢熱線

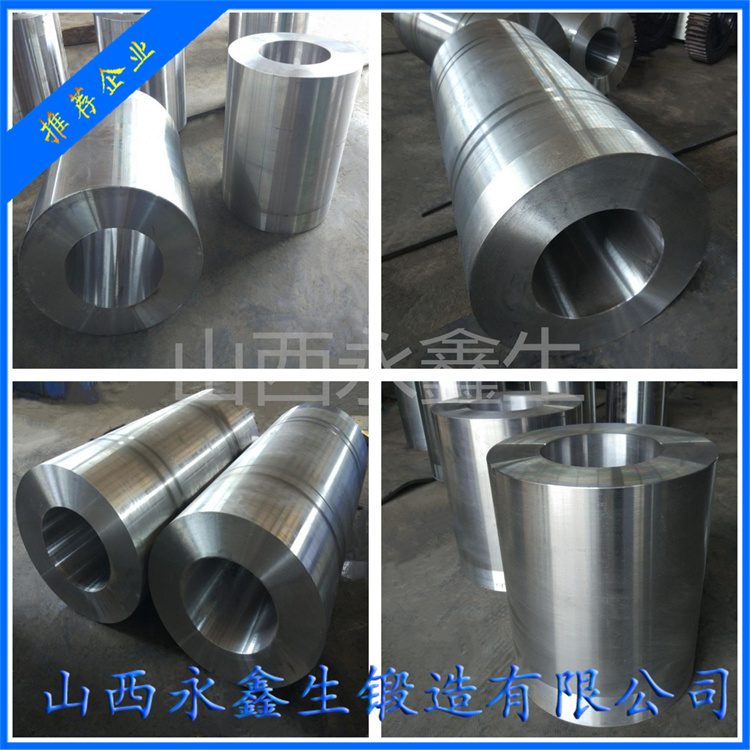
鍛造不銹鋼鍛件工藝與技術
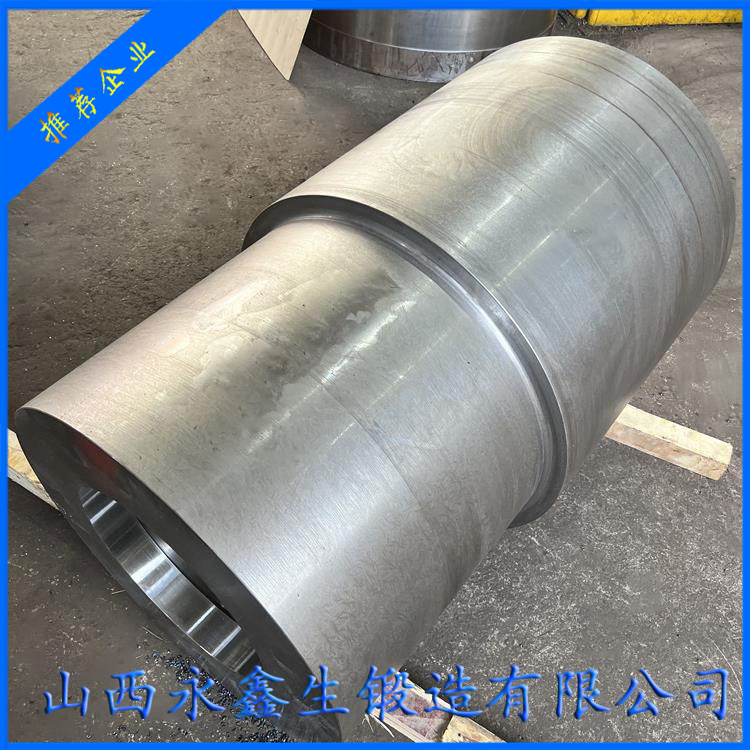
一、材料特性與分類
主要不銹鋼類型及鍛造特性:
| 類型 | 典型牌號 | 鍛造溫度范圍(℃) | 關鍵特性 |
|------------|-------------|------------------|---------------------------|
| 奧氏體鋼 | 304/316L | 1150-1200→900 | 易加工硬化,需大變形量 |
| 馬氏體鋼 | 410/420 | 1100-1150→850 | 空淬敏感,需緩冷 |
| 雙相鋼 | 2205/2507 | 1150-1180→950 | 兩相比例控制(α:γ≈50:50) |
| 沉淀硬化鋼 | 17-4PH | 1050-1100→900 | 時效硬化,需固溶處理 |
材料預處理要求:
表面清理:噴砂去除氧化皮(Sa2.5級)
坯料檢測:超聲波探傷(符合ASTM A388)
加熱保護:氬氣保護([O]≤50ppm)
二、鍛造工藝流程
典型工藝路線:
復制
下載
坯料準備 → 保護氣氛加熱 → 鐓粗/拔長 → 模鍛成形 → 控溫冷卻 → 固溶/時效 → 機加工
關鍵工藝參數控制:
加熱制度:
奧氏體鋼:快速加熱(≤300℃/h)
馬氏體鋼:階梯加熱(650℃保溫)
變形控制:
單次變形量:30-50%(避免加工硬化)
終鍛溫度:±20℃精確控制
三、特種鍛件鍛造技術
等溫鍛造技術:
模具溫度:與坯料同溫(±10℃)
應用案例:航空發動機Inconel 718部件
多向模鍛技術:
合模力:≥8000t(大型閥體)
流線控制:沿主應力方向分布
精密冷鍛技術:
適用材料:303/416易切削不銹鋼
表面精度:Ra≤1.6μm(無需機加工)
四、熱處理關鍵技術
固溶處理規范:
溫度控制:
奧氏體鋼:1010-1150℃
雙相鋼:1020-1100℃
冷卻速率:
薄壁件:水淬(≥50℃/s)
厚壁件:空冷(≤5℃/s)
時效處理工藝:
| 材料 | 時效溫度(℃) | 時間(h) | 硬度(HRC) |
|------------|-------------|---------|-----------|
| 17-4PH | 480-620 | 4-6 | 35-45 |
| 15-5PH | 510-570 | 4-8 | 38-44 |
去應力退火:
溫度范圍:300-400℃
保溫時間:1h/25mm(厚壁件)
五、表面處理技術
電解拋光:
電解液:磷酸+硫酸(體積比3:1)
表面粗糙度:Ra≤0.2μm(醫療級)
鈍化處理:
硝酸濃度:20-50%(體積分數)
鐵含量:≤0.5μg/cm2(ASTM A967)
噴丸強化:
彈丸材質:不銹鋼丸(Φ0.2-0.6mm)
覆蓋率:≥200%(殘余壓應力≥500MPa)
六、質量控制體系
無損檢測標準:
| 檢測方法 | 檢測標準 | 靈敏度 |
|------------|-----------------|-------------------|
| 滲透檢測 | ASTM E165 | 0.05mm表面缺陷 |
| 超聲波檢測 | ASME SA-388 | Φ1mm當量缺陷 |
| 渦流檢測 | ASTM E309 | 0.3mm表面裂紋 |
腐蝕性能測試:
晶間腐蝕:ASTM A262 Practice E
點蝕試驗:ASTM G48 Method A
鹽霧試驗:3000h(ISO 9227)
七、典型缺陷與對策
缺陷類型產生原因解決方案
σ相脆化 600-900℃長時間停留 控制Mo含量(≤4%)
鍛造裂紋 硫化物偏析 采用ESR精煉([S]≤0.003%)
晶間腐蝕 碳化物析出(敏化) 超低碳(316L,C≤0.03%)
八、先進制造技術
數值模擬應用:
DEFORM熱力耦合分析(預測再結晶程度)
JMatPro相變計算(優化熱處理制度)
復合制造技術:
鍛焊復合(異種材料連接)
激光熔覆(表面功能層制備)
智能化技術:
紅外測溫閉環控制(±5℃精度)
自適應鍛造系統(實時調整工藝參數)
九、典型應用案例
核電主泵葉輪(Z2CND18-12N):
鍛造比:≥6
晶粒度:ASTM 5級及以上
耐蝕性:通過ISO 3651-2試驗
航空發動機機匣(A286):
等溫鍛造溫度:950±10℃
持久強度:650℃/100h≥300MPa
化工閥門閥體(F6NM):
耐SSC性能:通過NACE TM0177
硬度控制:HRC 22-26
十、技術發展趨勢
材料創新:
高氮不銹鋼(N≥0.5%,PREN≥50)
ODS不銹鋼(耐輻照≥100dpa)
工藝突破:
半固態鍛造(液相率30-50%)
超塑性成形(延伸率≥500%)
智能化升級:
數字孿生全流程監控
AI缺陷識別系統(準確率≥99%)
綠色制造:
氫能加熱(CO?減排60%)
無酸清洗技術(環保鈍化)
當前最前沿的3D打印+鍛造復合技術,已實現:
復雜流道整體成形(減少焊接)
梯度材料制備(硬度差≤5HRC)
材料利用率提升至90%以上
鍛造不銹鋼鍛件技術正向著"更高性能(如耐700℃高溫)、更精密(IT6級精度)、更智能(自感知鍛件)"方向發展,以滿足核電、氫能等新興領域的需求。
楊先生

微信二維碼
微信號:13283506666
