
全國咨詢熱線
全國咨詢熱線

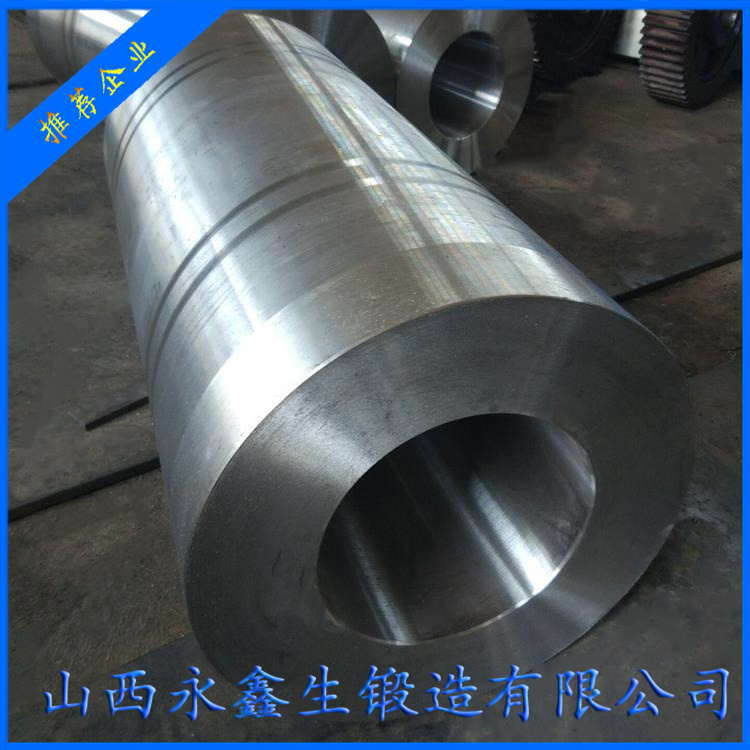
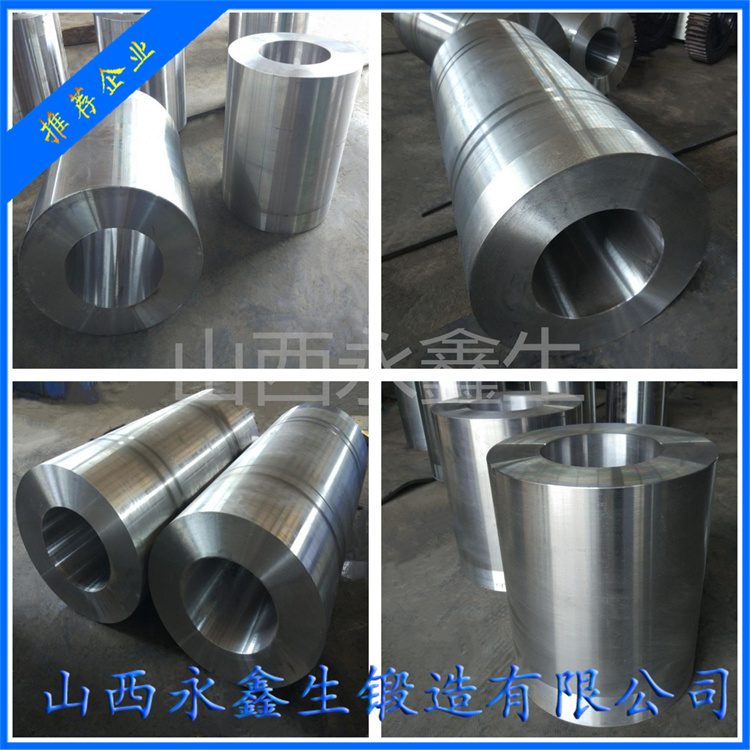
大型不銹鋼鍛件的制造技術(shù)涉及材料科學、冶金工藝和機械加工等多個領域的復雜技術(shù),其核心在于確保
鍛件的力學性能、耐腐蝕性和尺寸精度。以下是關鍵技術(shù)和流程的詳細說明:
1. 材料選擇與準備
不銹鋼類型:根據(jù)應用環(huán)境選擇合適的不銹鋼(如奧氏體304/316、馬氏體410/431、雙相鋼2205等),需
考慮耐腐蝕性、強度及溫度適應性。
鑄錠制備:采用真空電弧重熔(VAR)或電渣重熔(ESR)技術(shù)冶煉,減少雜質(zhì)(S、P)和氣體(O、H)
,提高純凈度。
坯料預處理:通過均勻化退火消除成分偏析,表面打磨去除氧化皮和缺陷。
2. 鍛造工藝
加熱階段
溫度控制:奧氏體不銹鋼加熱至1100-1200°C(避免σ相析出);馬氏體鋼需精確控溫防止過熱。
保護氣氛:采用惰性氣體或還原性氣氛(如氮氣)減少表面氧化。
鍛造方法
自由鍛造:適用于單件或小批量生產(chǎn),通過鐓粗、拔長、沖孔等工序成形,需多次加熱(火次)避免開裂。
模鍛:用于復雜形狀,模具需預熱至300-400°C,減少熱應力。
等溫鍛造:對難變形材料(如高溫合金),在恒定溫度下慢速成形,減少殘余應力。
關鍵參數(shù)
變形量:通常需≥50%以細化晶粒,提升力學性能。
終鍛溫度:奧氏體鋼不低于850°C,避免加工硬化導致裂紋。
3. 熱處理
固溶處理:奧氏體鋼加熱至1050-1100°C后快冷(水淬),溶解碳化物并恢復耐蝕性。
時效處理:馬氏體鋼(如17-4PH)在480-620°C時效析出強化相。
去應力退火:針對大型鍛件(如核電部件),在600-700°C緩冷消除殘余應力。
4. 機械加工與檢測
粗加工:車削或銑削去除氧化層和余量,冷卻液需含防腐成分。
精加工:數(shù)控機床保證尺寸公差(如±0.1mm),表面粗糙度Ra≤1.6μm。
無損檢測:
超聲波檢測(UT):探測內(nèi)部缺陷(氣孔、夾雜)。
滲透檢測(PT)或磁粉檢測(MT):檢查表面裂紋。
射線檢測(RT):用于關鍵部位(如焊縫)。
5. 特殊技術(shù)挑戰(zhàn)與解決方案
變形控制:采用有限元模擬(如DEFORM)優(yōu)化鍛造路徑,預測殘余應力。
耐腐蝕性保障:避免敏化區(qū)間(450-850°C)停留,或使用超低碳不銹鋼(如316L)。
大尺寸問題:分段鍛造后焊接(需焊后熱處理),或使用萬噸級液壓機(如中國二重的8萬噸模鍛壓機)。
6. 典型應用案例
核電領域:蒸汽發(fā)生器管板(SA-240 316LN),需滿足ASME III標準。
化工設備:反應器封頭(雙相鋼2507),耐氯離子腐蝕。
能源行業(yè):燃氣輪機轉(zhuǎn)子(17-4PH),要求高強度和疲勞壽命。
7. 前沿技術(shù)發(fā)展
增材鍛造:結(jié)合3D打印預制坯,減少材料浪費。
智能化鍛造:利用IoT傳感器實時監(jiān)控溫度、變形量,實現(xiàn)自適應工藝調(diào)整。
環(huán)保工藝:開發(fā)無酸清洗技術(shù)(如激光清洗)替代傳統(tǒng)酸洗。
通過以上技術(shù)流程的嚴格控制,大型不銹鋼鍛件可滿足航空航天、能源、化工等領域的高端需求。實際生
產(chǎn)中需根據(jù)具體材料和應用場景調(diào)整參數(shù),并持續(xù)優(yōu)化工藝以提升成品率。
楊先生

微信二維碼
微信號:13283506666
